Qzone
Qzone
 微博
微博
 微信
微信

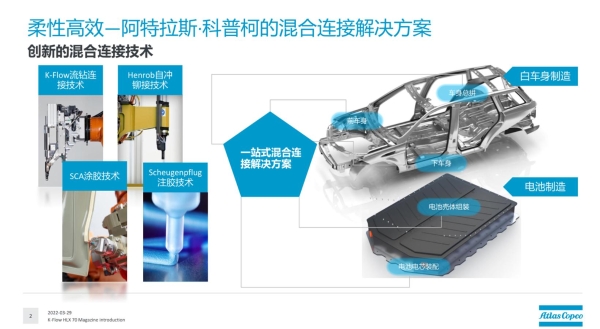
阿特拉斯·科普柯在混合连接领域有着非常丰富的产品类型和行业经验,提供全方位的创新型解决方案,其中包括SCA产品线基于粘接、密封和隔音的涂胶技术;Henrob产品线的自冲铆钉和自冲铆接技术; K-Flow产品线的流钻连接技术;以及Scheugenpflug注胶技术。致力于为白车身制造和电池制造过程提供其对应的解决方案,并且对于不同应用场景和材料组合,量身定制一站式的混合连接方案。比如白车身当中的铆接和流钻技术的结合,或者在电池制造当中,流钻和密封胶的混合连接。
高效连接的代表:流钻工艺
流钻连接是一种非常高效的连接方式,通过设备提供高转速和高压力,将螺钉从单面打入板材当中,一般把流钻连接技术分成了六个步骤。
首先看第一步,指的是螺栓的落座,它的预压能让钉尖在叠加板材之后启动低的转速和压力,进行预热的状态,在顶到板材之后开始进行穿刺,这时候可以看到蓝色和红色的曲线,就是转速和压力曲线,保证了很高的参数输出,在高转速和压力的同时让螺钉接触板材进行摩擦生热,摩擦生热并不是完全让板材熔化形成流体状的熔化状态,而是摩擦生热让板材进行软化,再通过螺钉的尖端进行穿刺。尖端穿刺以后,让这个锥形孔持续变成圆柱形的通道,这个过程中设备同时保持着高转速和高压力的状态。当孔拓宽之后,就开始攻丝了,攻丝过程中为了防止螺纹被打花,要让转速和压力下降,同时要关注扭矩的曲线,因为随着转速压力和板材温度的下降,导致扭矩升高,产生压减的状态。第五步,螺纹攻好之后,剩下的就沿着攻好的丝扭进去,这时候转速压力是比较低的,同时因为是沿着之前攻好的丝扭进去,扭矩也不会非常高,直到到第六步落坐,设备已经输出很低的转速和压力了,但同时会监测它的峰值扭矩,也就是说在螺栓打紧的瞬间,会监控到扭矩的峰值,一旦监控到峰值之后,就会认为FDS的工艺就结束了。
可以看到整个过程中的几个步骤是比较复杂的,但实际上在生产中整个打钉的过程只需要1.8秒左右。设备提供的高效高速的连接方案之后,同时也会面临一些挑战,例如,螺钉作为是消耗品,它是在板材当中做为连接件的,每一个打钉结束之后,下一个螺钉的输送方式就成为了最主要的挑战,可能打钉子只需要两秒左右,但是吹送的时间可能要超过打钉的时间,这样产线就需要等待吹送。
明晰挑战 提出方法
首先是第一个挑战,就是生产的挑战,刚才讲到了吹送需要很长时间,另外我们在设备当中只能做到打一备一的方案,也就是说在打钉的过程中,只能在它的身上缓存一颗钉子,如果在高节拍或者高密集度的连接过程中,这两颗钉子是完全不够用的。
第二个是柔性化产线,现在好多车上都在推行多车型合一,一个产线产生多种车,这样有一些机器人,他需要大范围的调度管控,由于它是一种非柔性化的管控,是很影响汽车机器人的使用。因此,在目前的案例中,禁止FDS应用在七轴机器人上面使用。
最后是一个节能减排的挑战,节约电节约气的消耗,我们通过计算,FDS,也就是说流钻的工艺中,每打一个点需要消耗至少30升的压缩空气,换算成空压机压缩的电量其实也是蛮高的。面临这三种挑战的情况下,阿特拉斯进行了产品升级——弹夹连接工具。
生产优化 精准快速
首先弹夹连接工具是在传统的标准设备上进行的升级,在标准设备上加装了弹夹,它是加装在连接工具上的,而且可以看到中间是个螺旋状的构造,可以保证每个钉子都是单独存放的,可以减少卡钉率。
那么在加装了弹夹之后,它就有几大特点:
第一个是更快的送钉,因为它取消了送钉管的设计,就不需要从外面去吹送一个钉子到枪头,只需要从弹夹输送一个钉子到枪头就可以了,这样能节省1/3的工作节拍。
第二个是更高的预存,传统在市面上的标准设备,只能缓存一颗钉子,用弹夹设备可以加装70个钉子。而且70颗钉子用光了重新填充的时间也只需要15秒,也就是说弹夹70颗打空了也只需要15秒钟就把它填满了。
最后是更加环保,在工作状态下大概能节省66%的气体消耗,比如说原来的30升,现在减少到11升左右,而且在推送过程中也没有任何噪音。
在提升弹夹缓存的同时,对送钉机也进行了改造,送钉机上保证了原有的送料和6000颗的容量。同时我们又加装了缓存的轨道,这个缓存的轨道可以缓存72颗螺钉,也就是在弹夹打空的时候,一次就可以把弹夹填满,填充过程中是靠填充电机来进行填充的,可以保证钉子是一颗接一颗传进去,而不是多颗同时推进去产生卡钉的风险,这样填充过程会更精准,产线运转也会更加顺畅。
最后提供选配的支架,不同高度,不同的位置,都可以选装。整个送钉机是放在工作站外面的,通过送钉的轨道,将钉子输送到站内弹夹上,机器人过来装钉,进行对接,由刚才的填充电机对弹夹进行填充,满70颗之后机器人就可以带着它继续去打钉。
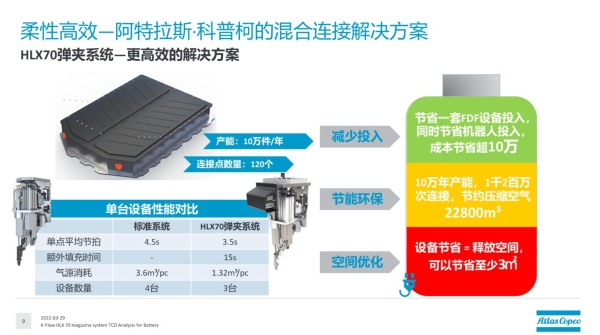
通过一个简单的计算,调研了一家电池壳体的生产厂商,他们应用了SBS的技术,进行了板和框体的连接,这种理解在目前的电池产业中是相当普遍的,用它来替换传统的搅拌摩擦。调研之后发现产能一年10万件,每个电池包上面需要120个连接点,可以看到用标准设备打一个电平均需要4.5秒,气源消耗需要3.6立方,这样算下来全年完成生产任务需要4台标准设备。右侧由于弹夹系统可以把4.5秒节省到3.5秒,可以把设备数量降到3台,也就是说从设备投入上来讲已经省了一台设备。
在设备上,进行了三点优化。
首先是空间的优化,因为少使用了一台设备,那既省了设备又省了机器人的占用空间,同时站外的送钉机位置,包括站内的电器接口都做了节省。
其次是节能环保,每生产一个电池壳体就节省大概2.28立方的压缩空间,10万件的年产能就可以节省大概22800立方,这样在推算回空压机的能源消耗就是非常大的提升。
最后比较直观的,就是设备投入,设备投入节省了FDS设备,同时也节省了机器人,通过计算可以发现这两台设备节省下来一后可以超过10万总体产线的优化。我们举的这个例子仅仅是在10万件年产能的案例,像现在,比如说大众,像蔚来生产节拍比较高的,他们需要30万件年产能,或者40万件年产能,所提升的设备投入以及产线优化不止是10万件的节省。
柔性优化 灵巧安全
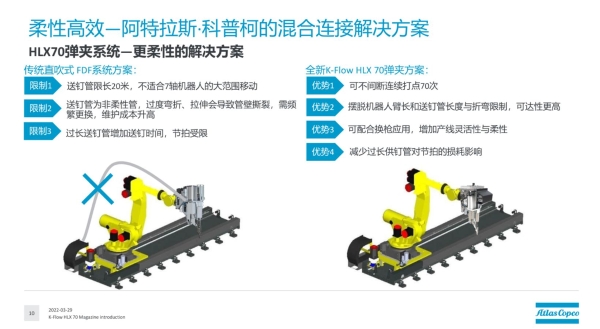
从调研结果得知,在应用工位上,FDS是不允许应用的,首先它有几种限制,第一是松紧管的长度,由于松紧管是20米的,如果超过20米就会有卡钉和送不到位的风险,所以它不适合汽车机器人大范围的移动。
非柔性管的过度弯曲或者拉伸,都会导致管壁撕裂,频繁地更换或者频繁造成报警,会导致产线的维护成本过高。过长的松紧管也会影响时间。应用到弹夹系统之后,就可以实现连续70个打点,不需要等待,摆脱了机器人的臂长还有松紧管长度的弯折限制,可达性也会更高。现在松紧管的限制是弯曲半径要大于150毫米,这个在产线是很难达到的。
具体解决方法,可以配合换枪盘的应用,实现产线整体灵活性和柔性,比如流钻系统和焊枪或者铆枪进行切换,弹夹系统是更能够适配的。能够减少松紧管带来的损耗。通过以上这些介绍,可以得出弹夹系统在柔性产线当中是更能够适用。
阿特拉斯科普柯工艺技术(上海)有限公司产品专家赵浦江表示在阿特拉斯·科普柯上海的办公室里面会有一个混合连接的实验室,可以进行一些拉力测试、连接的准备,还有一些固件选型,帮助客户制定质量标准以及技术标准。在大多数的合作主机厂当中,都有其实验出现,流钻工艺都是需要前期做大量准备的实验,包括剖切、拉力实验,都是要做一个前期的技术储备。阿特拉斯·科普柯也是全中国唯一一家可以实现铆接、流钻连接、涂胶,几种设备做混合连接实验的地方。
【以上内容转自“盖世汽车”,不代表本网站观点。 如需转载请取得盖世汽车网许可,如有侵权请联系删除。】











TOM2025-10-31 17:5610-31 17:56




 点击下方菜单栏 “
点击下方菜单栏 “  ” 选择 “分享”, 把好文章分享出去!
” 选择 “分享”, 把好文章分享出去!
 为推荐给更多人
分享写下你的想法>
为推荐给更多人
分享写下你的想法>